

Product introduction
Hot dip galvanized round pipe
Product introduction
The standard name of hot dip galvanized steel pipe is "hot dip galvanized welded steel pipe for low pressure fluid transportation". It is hot dip galvanized steel pipe inside and outside on the basis of welded steel pipe, so that the inner and outer walls of the steel pipe are coated with zinc layer at the same time, which greatly improves the corrosion resistance of the steel pipe and reaches about 20 times of the ordinary steel pipe. Hot dip galvanized steel pipe as a pipeline or metal structure, in fire engineering, natural gas transportation, oil processing industry, water conservancy construction and residential buildings are widely used. This product refers to the American standard ASTM A53, British standard BS1387, GB/T3091 and GB/T13793 for use, should not be exposed to acid, alkali, salt and other non-neutral environment.
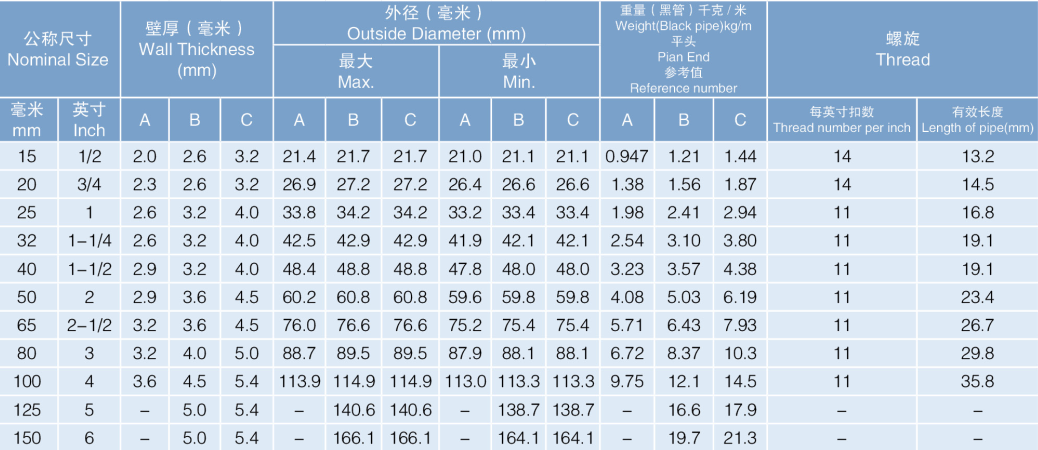
Specifications: DN15-DN300 hot dip galvanized round pipe; Hot dip galvanized round tube and square tube, Ф 219-1420mm spiral welded pipe hot dip galvanized
Application: Used in water, sewage, gas, fire protection, air, oil, heating steam and other low pressure fluid conveying and mechanical structure
Execution standard
美国材料试验协会标准AST A53-1996黑管和热浸镀锌焊接钢管
Black pipe,hot-dipped galvanized welded steel pipe and seamless steel pipe under ASTM A53-1996

英国标准BS1387-1985焊接钢管
BS1387-1985,British Standard for welded steel pipe,or BS 21 for threaded steel pipe
中国国家标准GB/T3091-2008《低压流体输送用焊接钢管》
Galvanized welded steel pipe under GB/T 3091-2008 for low pressure liquids delivery

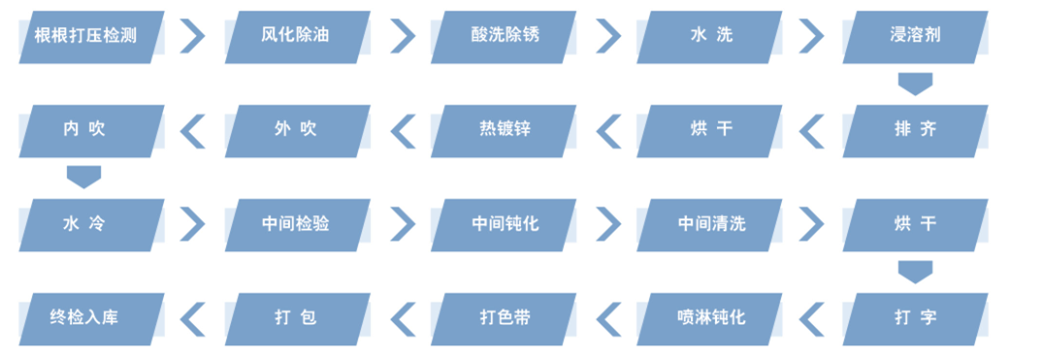
The production process
Connection methods
One, pipe cutting and pre-processing
(1) Before cutting, the outer diameter of the steel pipe should be calibrated according to the piping drawing. The outer diameter error and wall thickness error should be within the allowable tolerance range. The cut end face of the processed pipe should be perpendicular to the center axis of the pipe.
(2) The pipe cutting shall be made by mechanical method, and the surface of the pipe cutting shall be smooth and without cracks. Concave and convex shrinkage slag, oxide to be polished smooth. When the nozzle of the pipe end groove processing part is not round, it should be repaired to meet the standard requirements. The wall thickness should be uniform, and dirt, paint, rust and debris on the surface should be removed.
Table 1: Allowable deviation of slant Angle of cutting end face (mm)

Two, pipe groove processing
1. Processing steps:
(1) First of all, the qualified cutting steel pipe is set up on the grooving machine and the tail rack of the grooving machine.
(2) Measure the steel pipe with a level gauge to make it in a horizontal position.
(3) Attach the steel pipe end face to the front of the slotting machine, so that the pipe axis is perpendicular to the front of the slotting machine.
(4) Start the grooving machine to roll the annular groove.
(5) Stop the machine and measure the depth and width of the groove with vernier caliper. After confirming that the groove size meets the requirements, the groove rolling machine will unload and take out the steel pipe (longitudinal displacement and angular displacement of the steel pipe are strictly prohibited in the process of groove rolling by the groove rolling machine).
2. Groove requirements:
(1) The surface from the pipe end to the groove should be flat, without bump and rolling marks.
(2) The center of the groove should be concentric with the pipe wall, and the width and depth of the groove should meet the requirements in Table 3.
(3) The grooves processed and formed by the rolling machine shall not damage the galvanized layer of the steel pipe.
(4) During grooving, the outer diameter of the groove shall not be greater than the requirements in Table 3.
3, welding type connection
(1) Before welding, the two pipes should be placed on the flat ground, and the two steel pipes should be kept in a straight line.
(2) do not do spot welding brush fire on galvanized steel pipe to prevent the zinc layer from being damaged and affect the service life of the steel pipe.
(3) check whether there is slag inclusion phenomenon after welding, to avoid water leakage caused by slag inclusion trachoma.
(4) The welding seam shall be treated with antirust to avoid oxidation and water leakage.
(5) No residual welding slag is allowed on the inner wall of the steel pipe to avoid blockage of pipelines and equipment.
4, the car wire connection
(1) According to the standard of connecting pipe hoop, use die or other tools that meet the requirements for turning wire.
(2) After the steel pipe turning wire, the residual iron scraps on the inner wall of the steel pipe should be removed to avoid blockage.
(3) When connecting, raw tape, apron or hemp rope should be used for winding on the silk buckle to avoid water leakage and air leakage.
(4) the steel pipe with faulty wire shall not be installed.
5. Flanged disc connection
(1) flange connecting bolt diameter, length should meet the requirements of the specification, flange fastening good bolt exposed wire buckle should be 2-3 buckle, not greater than 1/2 of the outer diameter of the bolt.
(2) flange connection gasket should choose different gaskets according to different conveying media, gaskets should be concentric with the pipe wall, shall not be deflected.
(3) this connection must be in accordance with the design requirements and engineering requirements of the pressure to choose the appropriate flange.
Transport packaging
Hot dip galvanized steel pipe in loading and unloading, transportation, stacking, should be carefully put, do not throw, fall, roll, drag and violent impact, and do not contact with corrosion and harmful to the coating material. When storing small diameter hot dip galvanized steel pipe for a long time, pay attention to the ventilation in high temperature and rain weather.
Problem solving
One, welding type connection
1. The steel pipe is not in a straight line after docking and the steel pipe is inclined. It is suggested to cut off a small section of the steel pipe head before processing.
2. Two pipe orifice joints are not strict after steel pipe orifice joints, resulting in uneven thickness of welding joints; As well as the steel pipe due to its own reasons or transportation bump, resulting in oval nozzle, it is suggested to cut off a small section of the steel pipe head before processing.
3. Trachoma appears at the pipe orifice after the pipe orifice is connected:
(1) Due to technical reasons during welding.
(2) There are zinc tumors in the pipe orifice, causing welding difficulties and trachoma problems. Simple zinc tumors removal treatment should be carried out for large zinc tumors and too many tubes.
Two, the car wire connection
1. Disordered wire fastening: the pipe hoop and the wire fastening cannot be completely contacted and loosened, so cut off the disorderly part and re-install the wire.
2. The steel pipe wire buckle and the pipe hoop wire buckle do not match, can not be connected, should replace the pipe hoop or adjust the equipment to rewire.
3. Leakage of steel pipe after turning wire: measure whether the wall thickness of steel pipe can meet the standard thickness requirements of turning wire pipe.
Three, groove connection
1. Cracking of groove weld:
(1) Grind the inner welding bar of the pressure groove part of the pipe mouth to reduce the resistance of groove rolling.
(2) Adjust the axis of steel pipe and grooving equipment and require the steel pipe and grooving equipment to be level.
(3) Adjust the speed of the pressure groove. The forming time of the pressure groove shall not exceed the specified time in Table 2.
Table 2: Pressure groove molding time

2. Roll-channel steel pipe fracture:
(1) Grind the welding bars of the inner wall of the pressure groove of the steel pipe nozzle to reduce the resistance of groove rolling.
(2) Adjust the axis of steel pipe and grooving equipment to the level of steel pipe and grooving equipment.
(3) Adjust the pressure groove speed. The pressure groove speed shall not exceed the specified in Table 2.
(4) Check the width and model of the support roller and the pressure roller of the groove rolling equipment, whether the two rollers do not match in size and cause the oclock phenomenon.
(5) Use a vernier caliper to check whether the grooves of the steel pipe conform to the provisions in Table 3.
3. Grooves formed by rolling machine shall meet the following requirements:
(1) The surface from the pipe end to the groove should be smooth and without bump or rolling mark.
(2) The center of the groove should be concentric with the pipe wall, the width and depth of the groove should meet the requirements of Table 3, and check whether the clamp model is correct.
(3) Apply lubricant on the rubber sealing ring and check whether there is damage to the rubber sealing ring. Oil lubricant shall not be used as lubricant.
Previous page
next page
Previous page
next page
Contact Us
Service Tel:400-004-7711
Service Tel:010-85763166 85763966
Service Tel:022-28110588 28110688
middle section of Juncheng Road, Caigongzhuang Industrial Park, Jinghai District, Tianjin
Mail:info@jccopipe.com
Telephone : 022-58112636
Fax:022-68568527
WhatsApp:8613920454506

©2023 Tianjin Juncheng Pipeline Industry Group Co. , Ltd. .All Rights reserved.
Powered by www.300.cn Beijing